


RM3546微電阻計(jì)納歐級分辨率+溫度補(bǔ)償功能筑牢焊接質(zhì)量檢測防線
如今汽車電動化飛速發(fā)展,電池、電機(jī)、逆變器已成為不可或缺的核心部件。這些設(shè)備工作時會承受大電流,即便微小的連接不良也會導(dǎo)致發(fā)熱,嚴(yán)重影響產(chǎn)品性能與安全性。其中,電池發(fā)熱問題尤為突出。在PHEV和BEV的超快速充電過程中,大電流可能因焊接不良導(dǎo)致異常發(fā)熱,這不僅會縮短電池壽命,甚至可能引發(fā)火災(zāi),因此制造工序中的焊接質(zhì)量檢測至關(guān)重要。
大型儲能系統(tǒng)(ESS)也存在同樣的問題。隨著可再生能源的普及,ESS的需求持續(xù)增長,這類設(shè)備的連接質(zhì)量與系統(tǒng)的效率及安全性直接掛鉤,因此必須具備可長期使用的高耐久性。
針對這些課題,HIOKI日置的電阻計(jì)RM3546憑借 “1 nΩ分辨率” 與 “強(qiáng)大的溫度補(bǔ)償功能(A-TC功能)”,實(shí)現(xiàn)了高精度電阻值測量。不僅能檢測電動汽車電池的匯流排焊接及電芯內(nèi)部連接質(zhì)量,還可應(yīng)用于電機(jī)、逆變器制造時的連接質(zhì)量檢測,有助于提升產(chǎn)品安全性、改善能源效率。
焊接電阻測量的溫度影響
測量焊接電阻時,剛焊接完的被測物處于高溫狀態(tài)。
由于溫度上升會加劇金屬原子的熱振動,阻礙自由電子移動,因此金屬的電阻值會隨溫度升高而增大。受電阻值溫度依賴性影響,在焊接后等不同溫度狀態(tài)下測量將無法獲得準(zhǔn)確結(jié)果。
前代產(chǎn)品RM3545搭載了“溫度補(bǔ)償(TC,Temperature Correction)功能”,通過連接溫度傳感器獲取溫度信息,將電阻值補(bǔ)償為標(biāo)準(zhǔn)溫度下的值。
但該方法存在以下兩個缺點(diǎn),不適用于焊接后處于高溫狀態(tài)的被測物:
難以實(shí)現(xiàn)高速且精準(zhǔn)的溫度測量
焊接后溫度變化極大,會引發(fā)熱電動勢,加大誤差
為解決這些課題,RM3546新增了 “高級溫度補(bǔ)償(A-TC,Advanced Temperature Correction)功能”,可克服傳統(tǒng)方法的缺點(diǎn),實(shí)現(xiàn)更精準(zhǔn)的測量。
A-TC功能
A-TC功能是一種無需連接外部溫度傳感器的新型TC功能。
通過電阻測量實(shí)現(xiàn)溫度傳感*1,并以獨(dú)特算法補(bǔ)償*2隨時間變化的熱電動勢,無論被測物處于何種溫度狀態(tài),都能快速將電阻值換算為標(biāo)準(zhǔn)溫度下的數(shù)值。
下文將基于實(shí)際實(shí)驗(yàn)數(shù)據(jù),詳細(xì)說明測量步驟。
*1:與RM系列搭載的ΔT功能原理相同,是一種基于 “某一溫度下的電阻值” 和 “溫度系數(shù)” 信息,將被測物電阻值換算為目標(biāo)溫度下數(shù)值的功能。
*2:RM3546搭載的A-OVC(Advanced-Offset Voltage Compensation)功能,相比前代RM系列的OVC功能,優(yōu)化了對熱電動勢變化的跟蹤能力。
裝置構(gòu)成示例
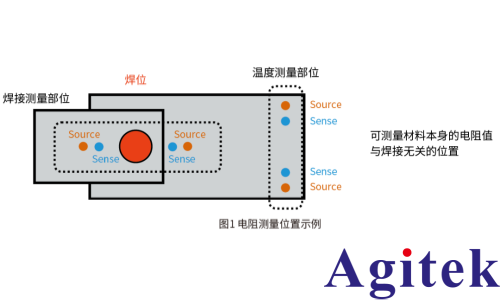
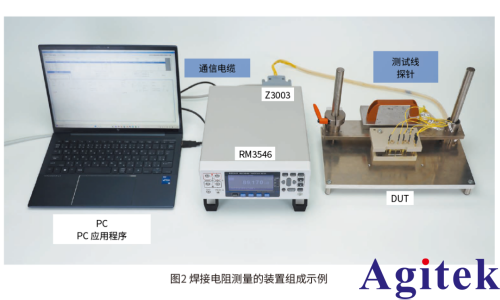
使用 A-TC功能時,除焊接測量部位外,還需測量DUT未焊接區(qū)域的電阻值以獲取溫度信息。因此需按圖1所示,對兩個位置進(jìn)行測量。由于兩處電阻測量均要求高精度,需分別采用4端子連接方式布線;具體可按圖2所示,從RM3546背面的多路轉(zhuǎn)換器單元Z3003 進(jìn)行接線。
對金屬焊位進(jìn)行電阻測量時,測量值大多會達(dá)到μΩ級別。
在測量μΩ級別的超低電阻時,除溫度變化影響外,探頭接觸位置的偏差也會對測量精度造成極大影響。因此,需自行制作與被測物形狀相匹配的治具。




 關(guān)注官方微信
關(guān)注官方微信
